| ПОЗНАВАТЕЛЬНОЕ Сила воли ведет к действию, а позитивные действия формируют позитивное отношение Как определить диапазон голоса - ваш вокал Игровые автоматы с быстрым выводом Как самому избавиться от обидчивости Противоречивые взгляды на качества, присущие мужчинам Вкуснейший "Салат из свеклы с чесноком" Натюрморт и его изобразительные возможности Применение, как принимать мумие? Мумие для волос, лица, при переломах, при кровотечении и т.д. Как научиться брать на себя ответственность Зачем нужны границы в отношениях с детьми? Световозвращающие элементы на детской одежде Как победить свой возраст? Восемь уникальных способов, которые помогут достичь долголетия Классификация ожирения по ИМТ (ВОЗ) Глава 3. Завет мужчины с женщиной
Оси и плоскости тела человека - Тело человека состоит из определенных топографических частей и участков, в которых расположены органы, мышцы, сосуды, нервы и т.д.
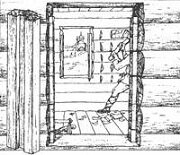
| Изображение невидимой резьбы
Невидимую резьбу изображают штриховыми линиями по наружному и внутреннему диаметрам резьбы (см. рис.14).
Рис. 14. Изображение невидимой резьбы
В таблице 1 приведена информация о профилях некоторых видов стандартных, специальных и нестандартных резьб, условного обозначения, изображения и простановки размеров. На чертеже вместо знака * над размерной линией следует писать условное обозначение резьбы. Таблица 1
6.СПОСОБЫ ВЫПОЛНЕНИЯ РЕЗЬБЫ. КОНСТРУКТИВНЫЕЭЛЕМЕНТЫ РЕЗЬБЫ: ГРАНИЦА РЕЗЬБЫ, ПРОТОЧКА, СБЕГ, НЕДОВОД, НЕДОРЕЗ,ФАСКА
Существующие способы выполнения резьбы можно разделить на две группы: 1. Способы, при которых нужный профиль резьбы получают путем снятия стружки. 2. Способы изготовления резьбы без снятия стружки.
К первой группе (со снятием стружки) относятся нарезка плашками и метчиками, резцом и фрезой:
1) Нарезка плашками (рис.15, а) и метчиками (рис.15 ,б).
. а) б)
Рис.15. Инструменты для нарезания резьбы
Эти инструменты имеют конические заборные и цилиндрические калибрующие части. Благодаря наличию заборной части в конце резьбы на стержне или в отверстии остается участок l1 с постепенно уменьшающимся по высоте профилем. Этот участок с неполным профилем называется сбегомрезьбы(см. риc.16,а,б).
а) б)
Рис. 16. Конструктивные элементы резьбы
Если резьба нарезается на стержне, имеющем головку (или переход на больший диаметр), а также в глухом (несквозном) отверстии, то для предотвращения поломки инструмент не доводят до упора. При этом остается участок l2 (см.рис. 16 а, б) называемый недоводомрезьбы, на котором резьба отсутствует. Участок l3, включающий сбег и недовод, называется недорезом. На рис. 17 показано условное изображение резьбы на стержне и в отверстии с перечисленными выше конструктивными элементами.Здесь показано, как в действительности выглядит профиль резьбы на сбеге.
Рис. 17. Сбег резьбы в разрезе
Линия, определяющая, границу резьбы, изображается на стержне и в отверстии с резьбой в конце полного профиля резьбы до начала сбега. Сбег резьбы, как правило, на чертеже не изображается и длина резьбы на стержне и в отверстии дается без сбега (рис. 18,а). При необходимости сбег следует изображать, как показано на рис. 18, б, в. Длина сбега при этом либо включается в длину резьбы (см. рис. 18, б), либо дается отдельно (см. рис.18,в). На чертежах, по которым резьба не изготовляется, границу резьбы в глухом отверстии допускается изображать до конца гнезда, как показано на рис. 18, г, даже при наличии недореза резьбы.
а) б)
в) г)
Рис. 18. Изображение границы резьбы и сбега
Граница резьбы проводится до линии наружного диаметра резьбы и изображается сплошной основной линией, если она видна (см. рис. 19,а, б). Если граница резьбы невидима, то она изображается штриховой линией (рис. 19 в), либо как показано на рис. 19, г.
а) б)
в) г)
Рис. 19. Изображение границы резьбы на стержне и в отверстии
2) Нарезка резцомна токарно-винторезных или специальных болтонарезных станках и фрезой нарезьбофрезерных станках. Такая нарезка применяется для получения резьбы полного профиляпо всей длине(без сбега). С этой целью в конце нарезаемого участка резьбы предварительно вытачивают проточку - канавку для выхода резца или фрезы. На рис. 20 а, б показан выход резца в проточку, которая изображена упрощенно. Для облегчения нарезания резьбы и соединения деталей, в начале резьбового участка выполняютфаску(см. рис. 20,а, б), представляющую собой коническую поверхность с наклоном образующей конуса под 45º.
а) б Рис. 20. Нарезка проточки для выхода резца Проточка представляет собой цилиндрическую поверхность, переходящую в соосную коническую поверхностьс наклоном образующей конуса под 45º. На рис. 21 а, б дано условное изображение резьбы с проточкой на стержне и в отверстии.
а) б) Рис. 21. Изображение проточки на стержне и в отверстии Размеры сбегов, недорезов, проточек и фасок для большинства стандартных резьб зависят от шага и устанавливаются ГОСТом 10549-80. При выполнении чертежей можно пользоваться следующими соотношениями для метрической резьбы с шагом p: а) высота (глубина) фаски z= p б) сбег наружной резьбы l1н =2p в) сбег внутренней резьбы l1в=3p г) ширина проточки для наружной резьбы fн=3p д) ширина проточки для внутренней резьбы fв=4p е) диаметр dfн наружной проточки вычерчивают несколько меньшим внутреннего диаметра резьбы, а диаметр dfвн внутренней проточки - несколько большим наружного диаметра резьбы. 111В приложенииIVприведены справочные данные о размерах проточек и фасок для наружной и внутренней резьбы метрической и трубной цилиндрической. При изготовлении резьбы нарезанием, диаметр заготовки стержня должен быть равен наружному диаметру резьбы, а диаметр отверстия - внутреннему диаметру резьбы.
Ко второй группе (без снятия стружки) относятся накатка, отливка и выдавливание: 1) Накатка, применяемая для выполнения наружной резьбы (на болтах, винтах, шпильках и т.п.). Этот метод обеспечивает высокую производительность, сокращает расход металла, увеличивает прочность деталей за счет наклепа и чистоту поверхности. Диаметр заготовки при накатке резьбы должен быть примерно равен среднему диаметру резьбы. На рис. 22,а показана накатка резьбы на винте плоскими плашками. Чертеж винта с накатанной резьбой дан на рис.22,б. По аналогии с недорезом, при накатке может иметь место недокат резьбы.
а) б) Рис. 22. Нарезка резьбы накаткой
2) Отливкой могут изготовляться резьбы на литых деталях из чугуна, стекла, пластмасс, металлокерамики и других материалов. 3) Выдавливанием изготовляется резьба на тонкостенных давленых и штампованных изделиях из жести, пластмассы и других материалов.
7. ОПРЕДЕЛЕНИЕ РЕЗЬБЫ С НАТУРЫ При выполнении эскизов деталей машиностроительных узлов, а также в производственной практике (когда возникает необходимость замены детали с резьбой) часто приходится определять резьбу с натуры. Это означает следующее: имея деталь с резьбой, определить тип резьбы, ее параметры, число заходов, направление навивки (левое или правое) и, исходя из этого, дать условное обозначение резьбы. Прежде всего, определяют профиль резьбы и ее тип. На стержне профиль ходовыхрезьблегко определятся визуально.Если профиль представляет собой равнобокую трапецию, торезьба трапецеидальная( Tr ), если профиль - неравнобокая трапеция, то резьбаупорная( S). Если профиль – прямоугольный, то резьба прямоугольная (не имеет условного обозначения). Если профиль резьбы по визуальному определению треугольный, то тип резьбы определяется с помощью резьбомеров. В отверстии тип ходовой резьбы можно определить, если сделатьс нее оттиск на бумаге, а лучше – отпечаток с помощью простого карандаша. Определение профиля, типа резьбы, а также ее шага по отпечатку показано на рис. 23.При наличии резьбовой пары следует резьбу определять на стержне, что сделать проще.
Рис 23. Образцы оттисков резьбы на бумаге
При помощи измерительных инструментов (штангенциркуля и линейки) определяют параметры резьбы: шаг, наружный диаметр для резьбы на стержне, внутренний диаметр – для резьбы в отверстии. Измеренный диаметр (наружный или внутренний) и шаг проверяют по таблицам стандартов на определенный вид резьбы - трапецеидальную или упорную (см. прил. 6). При соответствии измеренных параметров стандартнымзаписывают условное обозначение резьбы (см. раздел 4 и табл. 1). Резьба может оказаться специальной, если один из параметров (диаметр или шаг) отличается от стандартного. Для определения вида резьбы треугольного профиля применяют резьбомеры с набором шаблонов (рис. 24). Их два вида: на первом выбито клеймо М 60° и на каждом шаблоне указан шаг резьбы; на втором - клеймо Д 55° и на каждом шаблоне указано число ниток (витков) на дюйм. Подобрав для определяемой резьбы шаблон(одного из двух резьбомеров), который плотно входит в резьбу и не дает переката в осевом направлении, определяют тип резьбы, а также шаг или число ниток на дюйм.
Рис. 24. Определение шага резьбы резьбомером
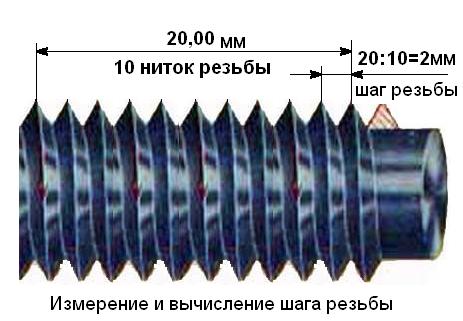
Если подошел шаблон с метрического резьбомера с клеймом М 60°, то резьба метрическая. Шаг резьбы указан на шаблоне в миллиметрах. При помощи штангенциркуля измеряют диаметр резьбы (наружный для стержня и внутренний для отверстия). Проверяют параметры по стандарту на метрическую резьбу (см. прил.9) и указывают на чертеже условное обозначение резьбы. Следует помнить, что в обозначение метрической резьбы входит наружный диаметр (в миллиметрах), который при определении резьбы в отверстии не может быть измерен; он берется по стандарту на основе замеренного внутреннего диаметра и шага. Если определяемой резьбе соответствует шаблон с дюймового резьбомера с клеймом Д 55°, то резьба либо трубная цилиндрическая, либо дюймовая. Зная число ниток на дюйм и один из диаметров резьбы, находят эти параметры в стандарте для соответствующего типа резьбы и записывают условное обозначение резьбы. Треугольный профиль имеют и конические резьбы: трубная коническая (ГОСТ 6211-81) и коническая дюймовая (ГОСТ 6111-52). Число ниток на дюйм определяют для этих резьб дюймовым резьбомером, а диаметр замеряют в основной плоскости (примерно в середине участка резьбы). По вышеуказанным стандартам находят условное обозначение резьбы. Коническая резьба может оказаться и метрической (на масленках, пробках). При определении вида резьбы треугольного профиля, так же как и трапецеидального, следует иметь в виду, что резьба может быть специальной. При отсутствии резьбомеров, а также в случаях, когда неудобно ими пользоваться (например, в отверстиях малых диаметров), шаг или число ниток на дюйм можно определить при помощи оттиска резьбы на листе бумаги. Для этого чистый кусочек бумаги плотно прижимают к поверхности резьбы. Для получения оттиска в отверстиях малого диаметра бумагу следует намотать на тонкий стержень. Затем прижать к поверхности резьбы. На оттиске (рис. 25) измеряют расстояние l между крайними отчетливыми рисками и считают число шагов на этой длине (число n).
Рис. 25. Определение шага резьбы с помощью оттиска Шаг резьбы p =l:n. Надо помнить, что шаги метрической резьбы, начиная с диаметра 6 мм и выше, выражаются числами, кратными 0,25. При получении иных шагов следует предположить, что определяемая резьба относится к дюймовым, и подсчитать число ниток на дюйм n= 25,4 : p, где n – число ниток на дюйм; p– шаг резьбы.
|